Vkladam jednoduchy pripravok na pretocenie brzdovych pakni keby ich niekto nitoval doma je dobre ich pretocit
Jediny podstatny priemer je tam vonok kruhu 197mm o ktory su pakne oprete . je to 5mm hruba platna navarena na kuse gulatiny aby sa to dalo upnut. Platna nesmie byt moc siroka aby vosla medzi niti a celo pakne a musi byt dobre pritlacena aj na priemere aj o celo
Zavadzaju tam zvary na pakni tak som podkladal asi 5mm pasovinu a na platni je zrazena hrana .
pakna stoji jedna asi 10 eur ale kto ma cas a oblozenie moze nitovat doma
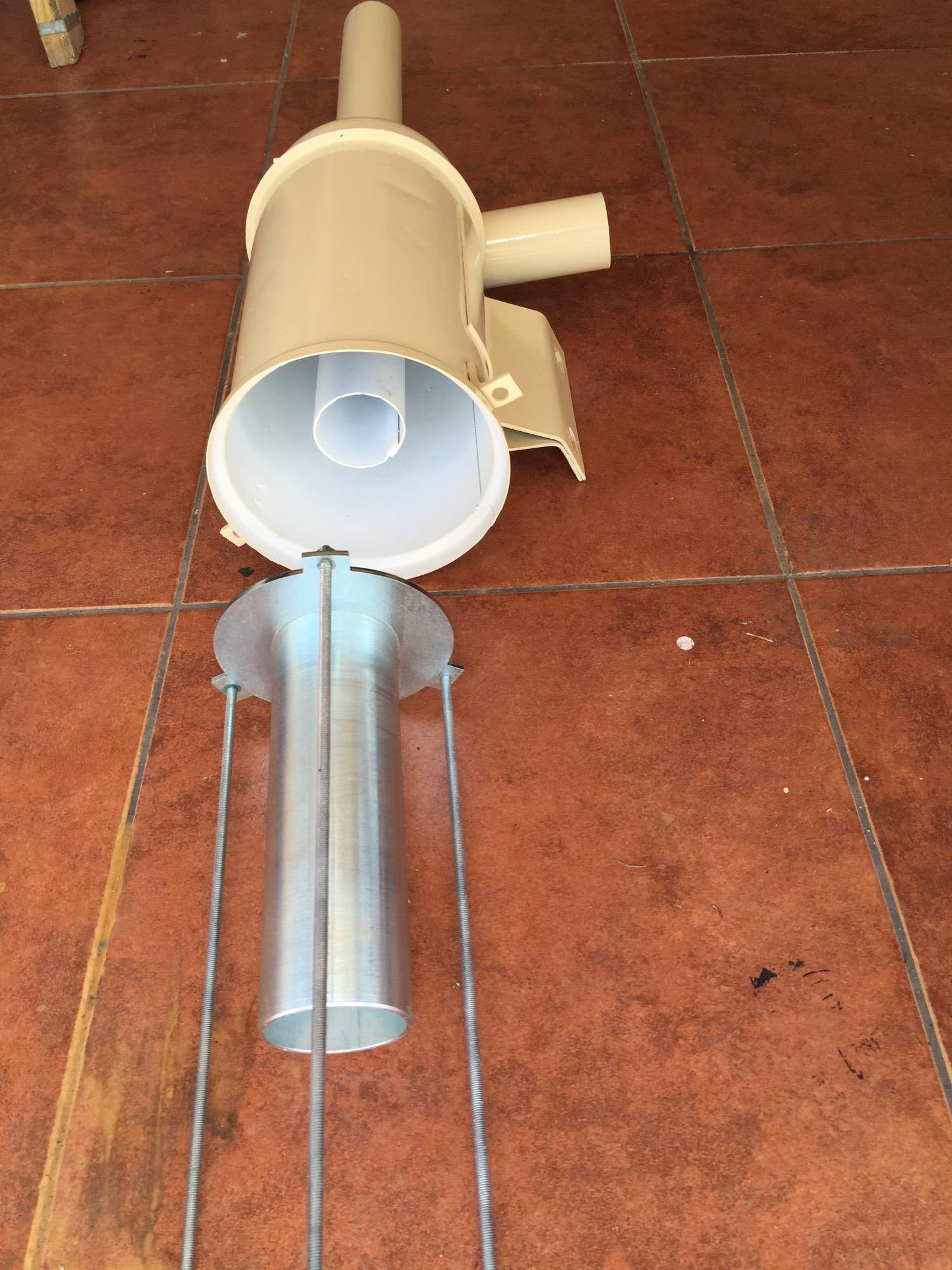
Prerobil som vzduchovy cisitc z olejoveho na papierovy, ktoreho vymena bude cista praca a zaberie par minut na rozdiel od cistenia povodneho olejoveho.
Papierova filtracna vlozka je zosilnena pletivom typ: Filtron AR314 alebo FilterMann C1184, pripadne dalsie rozmerove nahrady inych vyrobcov. Rozmery: D=110 mm, d=72 mm L= 242 mm. Cena filtra okolo 7 eur.
Potrebujeme vypalit po 1 ks:
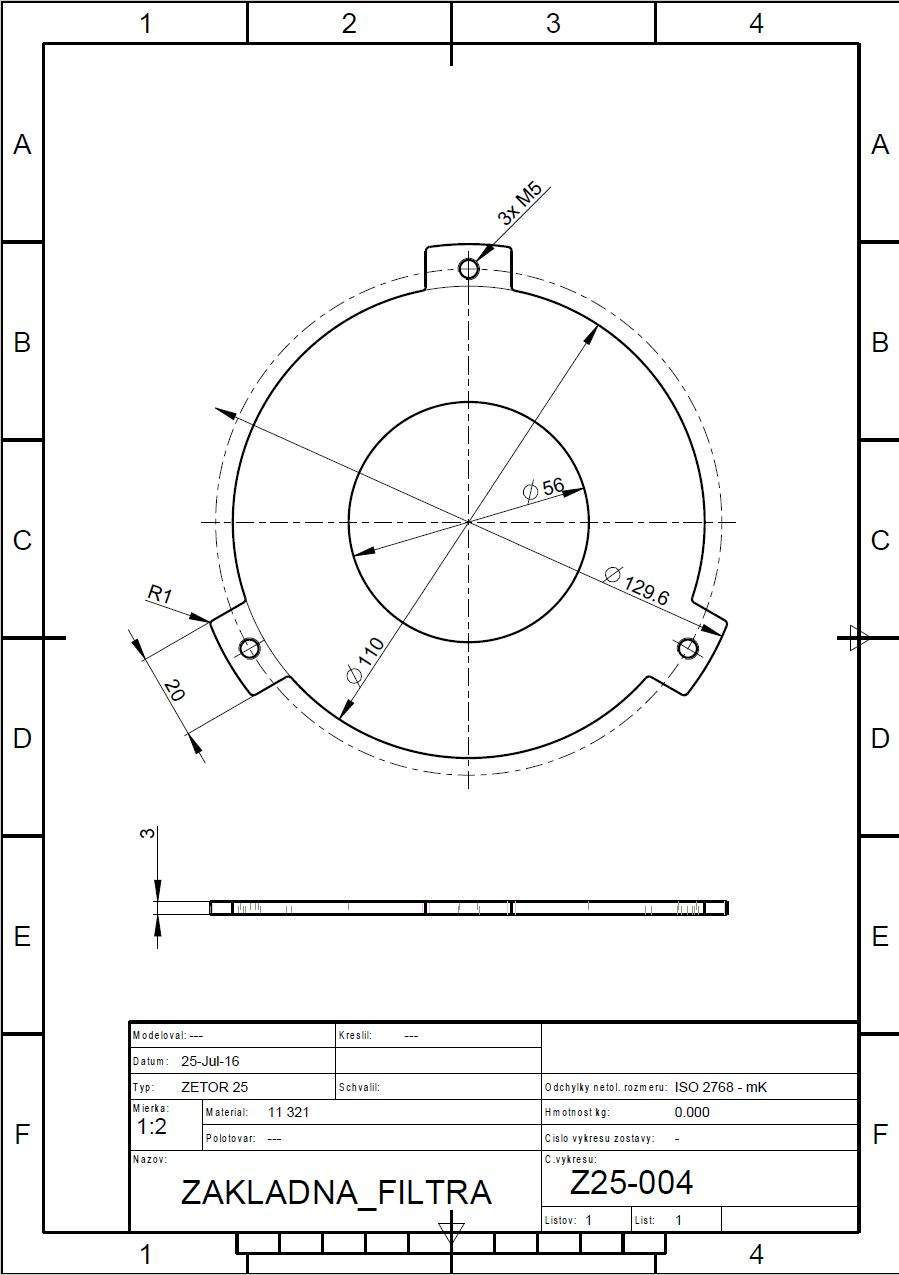
zakladna filtra z plechu 3 mm:
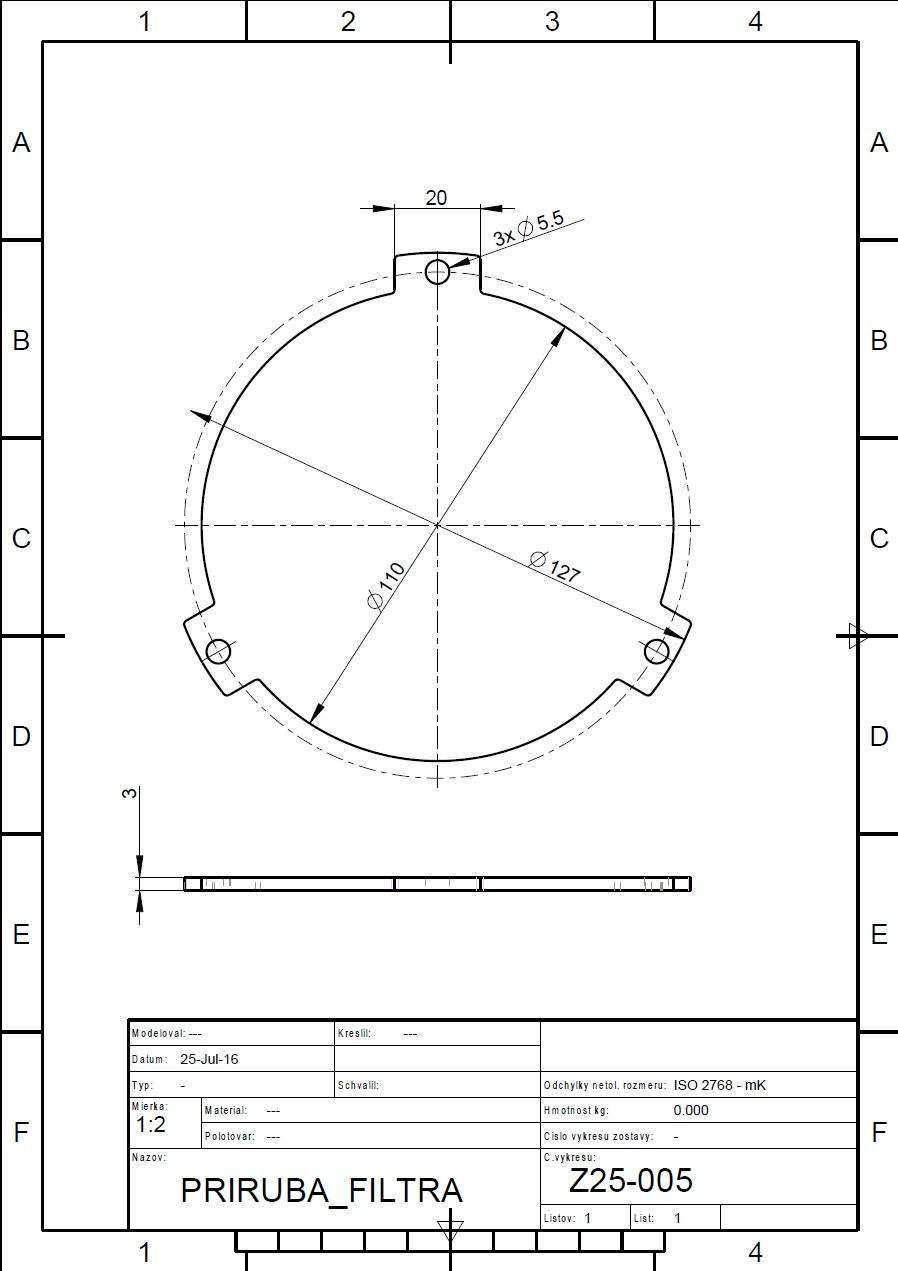
priruba filtra takisto plech 3 mm:
Trubka D=57 mm hrubka steny 2.9 mm (vnutorny d= 50.2 mm) odrezanu na dlzku skratenej vnutornej trubky, mne to vyslo 180 mm. Tento rozmer nie je kriticky.
Trubku osustruzime vonkajsok na priemer 56 mm (-0.2 mm) po celej dlzke az na poslednych 10 mm, kore nechame ako prirubu o ktoru sa oprie zakladna filtra.
Postup:
skratime vnutornu trubku vo cistici, mne to vyslo na zostavajucu dlzku 180 mm:
Na tu istu dlzku potom pripravime stredovu trubku D=57x2.9 s osadenim na 56 mm
Nasadime zakladnu az po osadenie a privarime. Zvarat jemne, aby sa zakladna nepokrutila, aby filter dobre dosadol po celom obvode.
Narezeme 3x M5 zavit a kontarmatkami poistime zavitove tyce M5 dlzky L= 260 mm
Tuto zostavu vlepime silikonom, do telesa filtra, pricom fixujeme trubku o vnutornu trubku cistica hermeticky, aby nesalo falosny vzduch:
Tu vidno cerveny silikon v strede. Silikonom nesetrime, mechanicky zaroven drzi celu filtracnu zostavu na mieste (dalo by sa pripadne poistit zavlackou cez stredove trubky):
Vlozime filter a zakryjeme prirubou a stiahneme filtracnu vlozku maticami. Pouzil som este pritlacnu pruzinu z olejoveho sitkoveho cistica, ako pomocnu, aby silikon nebol mechanicky tak namahany:
Spodna jimka: odvtrame bodove zvary a odstranime v strede upevnenu nadobku na olej. Zaroven skruzime 20-30 mm pas 1 mm hrubeho oceloveho plechu, ktory bude drzat tesnenie po obvode, aby nespadlo dovnutra pri utahovani. Ttento skruzeny prstenec zafixujeme privarenim na zopar miestach o teleso jimky. Nechal som presah 10 mm pre dobre vedenie gumeneho tesnenia:
Touto jimkou s nasadenym tesnenim z povodnej filtracnej vlozky stlacime pruzinu a zafixujeme kridlovymi maticami, ako predtym.
Z vonku je filter vzduchu na nerozoznanie od povodneho:.
Doplnenie:
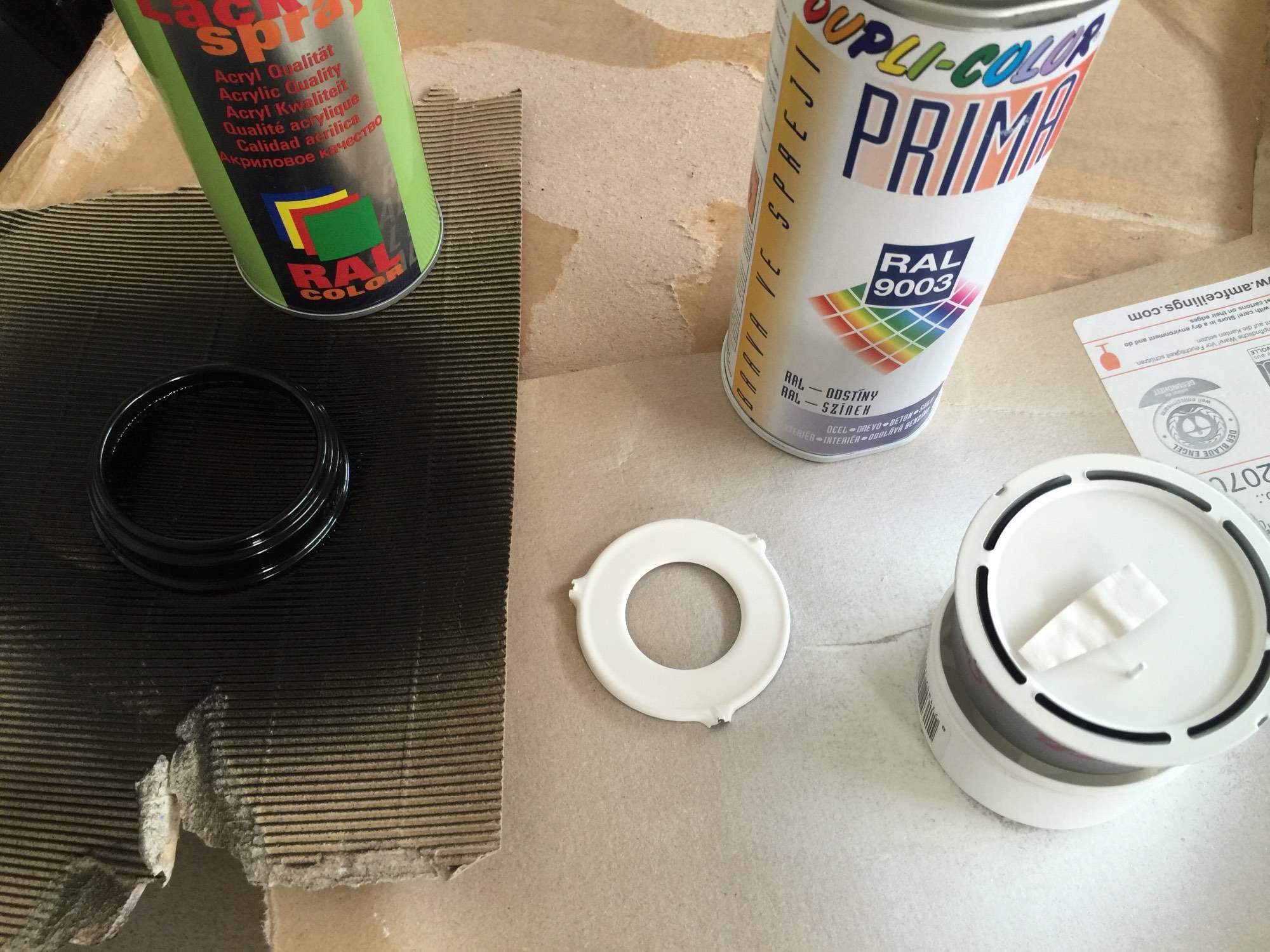
Po čase vznikla nová verzia zostavy filtra na vzduch a to s 3D vytlačenými plastovými prirubami.
Pri tejto verzii sa celá zostava iba nasunie gumeným tesnením na stredovú trubku, ktorá nemusí byť ani skrátena, aj keď to doporučujem.
Ale nič už netreba lepiť.
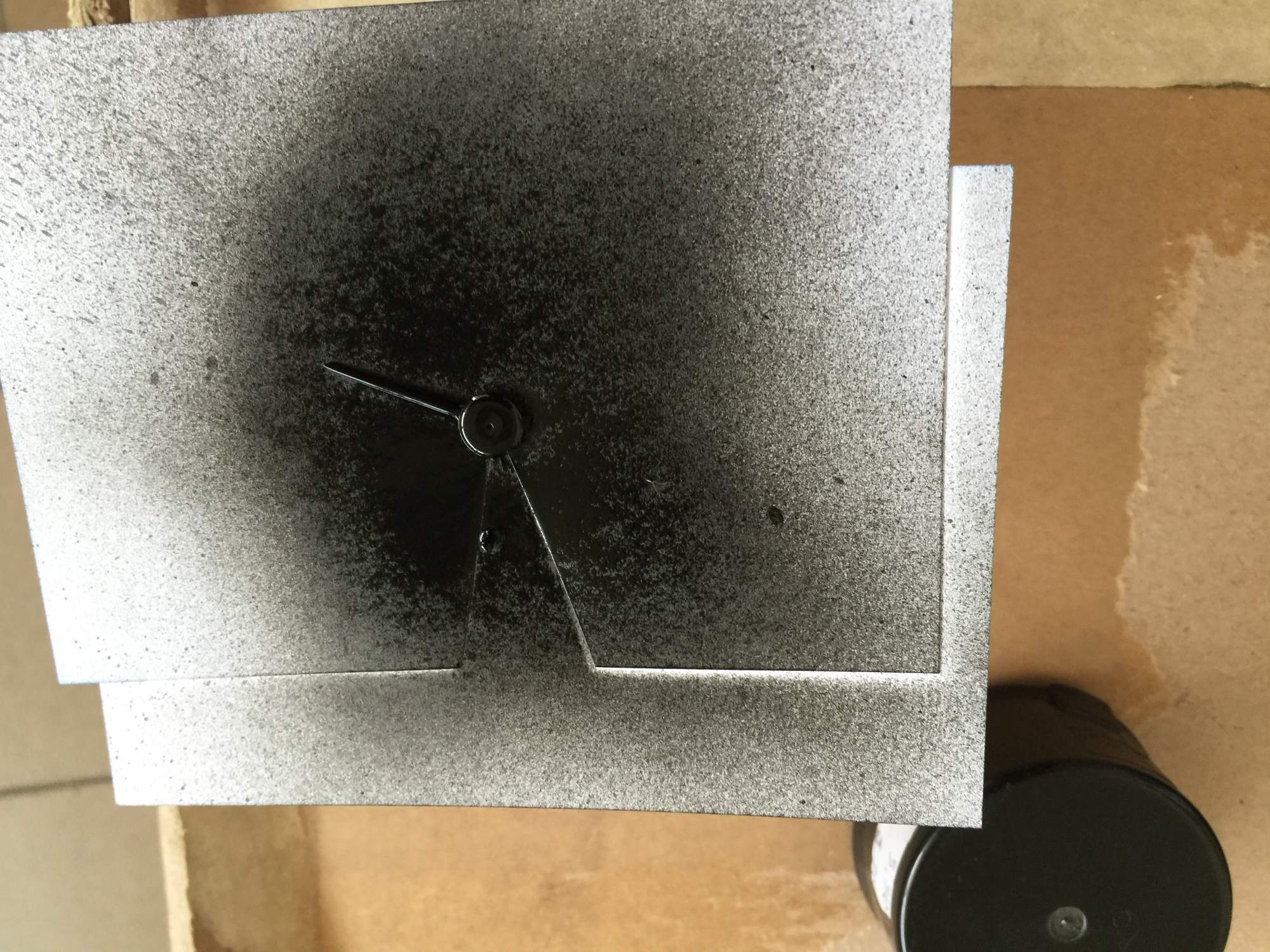
Potom chranime dvoma papiermi s "V" zastrihmi cifernik a nastriekame rucicku na cierno:
Ocisitme acetonom stupnicu zo sklicka a sklicko co najlepsie vycistime. Nalepime novu stupnicu:
Budik nakoniec poskladame, rucicka musi ukazovat na 0 alebo 40 pri teplomere:
Nalepky so stupnicami som tlacil na priesvitnu samolepiacu lesklu foliu urcenu pre laserove tlaciarne.
Vsetky vykresy a subory na vytlacenie su ulozene v Dropboxe. Odkaz do Dropboxu je v mojom podpise dolu.[/quote]
Oprava riadenia Z25:
Pre uľahčenie chodu volantu som upravil uloženie volantovej tyče so šnekom z klzného na čiastočne valivé uloženie.
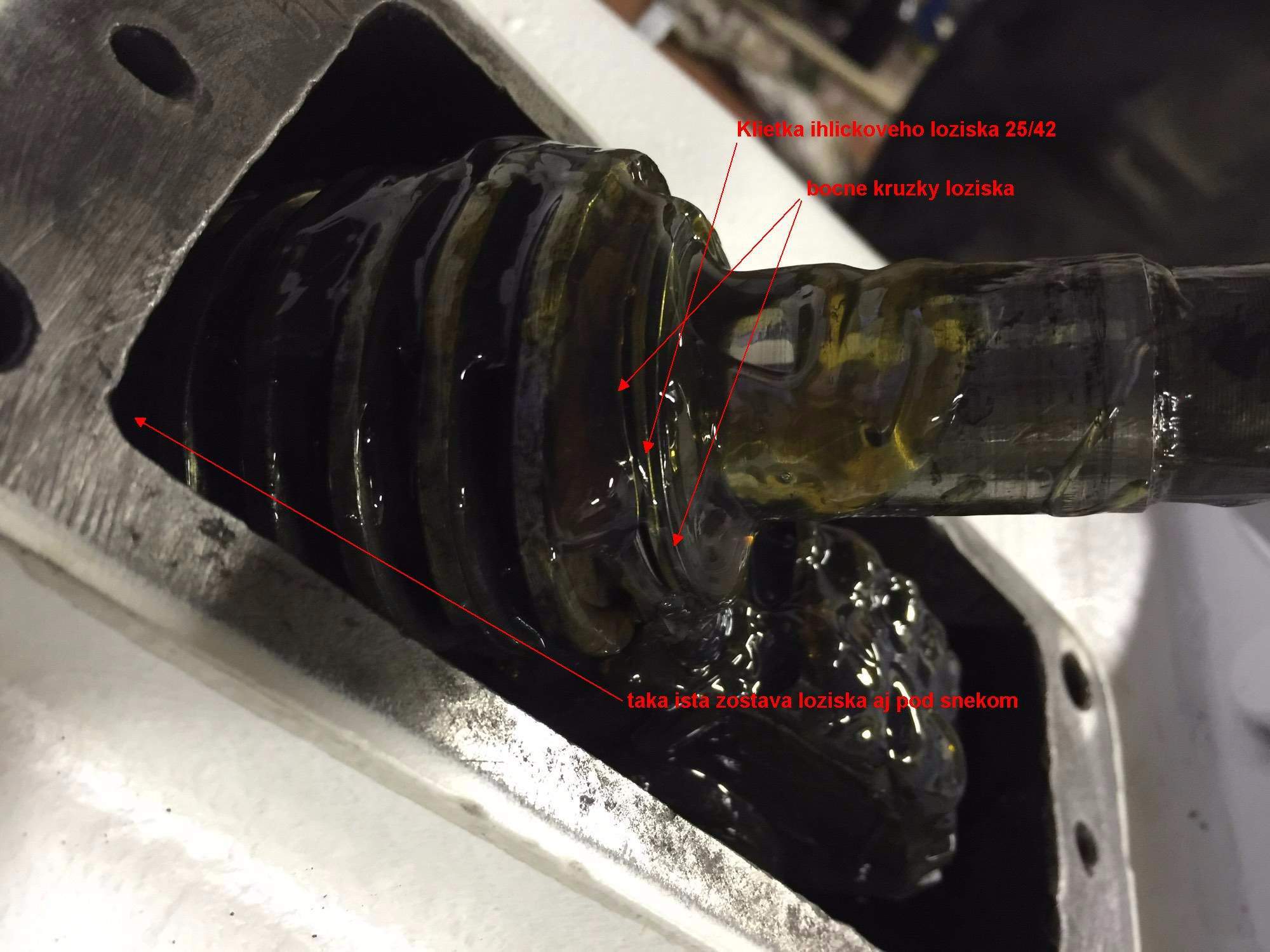
Použil som dve axiálne ihličkové ložiska s hliníkovou klietkou a dvoma obežnými tenkými krúžkami hrúbky 1 mm. (Ku axiálnym ihličkovým ložiskám sa dodávajú dva druhy krúžkov, tenké a hrubé).
Odkaz na ložisko (existuje samozrejme viacero výrobcov aj dodávateľov, ja som našiel tento odkaz s rozmermi a zaťaženiami) http://medias.schaeffler.de/medias/de!h ... XK*AXK2542
Ložisko s krúžkami má presne takú istú šírku, ako pôvodná trecia podložka s mazacou drážkou, takže nie sú potrebné žiadne úpravy.
Tu je zostava šneku s ložiskami a krúžkami, na boku je pôvodná trecia podložka)
Doporučujem ešte opracovať dosadacie plochy na spojkovej skrini a na konzole volantu, aby táto konzola dosadla presne vždy na to isté miesto kov na kov. Napríklad širokým pilníkom opilovať všetky výstupky.
Je možné si skontrolovať vyrazené čísla na dosadacích plochách konzoly a spojkovej skrine. Ak sa zhodujú, boli opracované vo výrobe naraz a je istota, že bronzové púzdra volantovej tyče sú v jednej osi. Na zaistenie správnej polohy konzoly voči spojkovej skrini je potrebné využiť na to slúžiace 6 mm vodiace koliky 2 ks, ktoré sú zvŕtané rovnobežne s volantovou tyčou a nie sú kolmé na dosadaciu rovinu konzoly, ale idú šikmo.
Na zatesnenie konzoly som nepoužil žiadne tesnenie, ale iba tenkú vrstvu silikónu, aby som dosiahol opakovane tu istú polohu konzoly (dosadnutie kov na kov). Pretože hrúbka tesnenia by ovplyvňovala axiálnu vôľu volantovej tyče a hrúbka tesnenia sa zmení podľa dotiahnutia skrutiek.
Po zmontovaní volantovej tyče a konzoly nasucho, som zmeral vôľu na volantovej tyči (u mňa bola 0.5 mm) a vymedzovacou podložkou pridanou k ložisku túto vôľu zmenšíme na minimum. (Ja som dal 0.4 mm, takže mi ostala vôľa 0.1 mm) (lepšia malá vôľa, ako stiahnutý šnek)
Tu je situácia pred finálnym uzavretím prevodovky riadenia s nanesenou vazelinou A00. Vhodná je tiež vazelína s prídavkom grafitu, alebo MoS2.
V prípade, že sú vybehané aj bronzové púzdra, je potrebné vyrobiť nové. Volantovú tyč je riziko opracovávať, pretože ložiskové plochy sú cementované (obyčajne 0.3 - 0.5 mm pri takom rozmere hriadeľa), takže je lepšie prispôsobiť rozmer puzdier rozmeru tyče volantu.
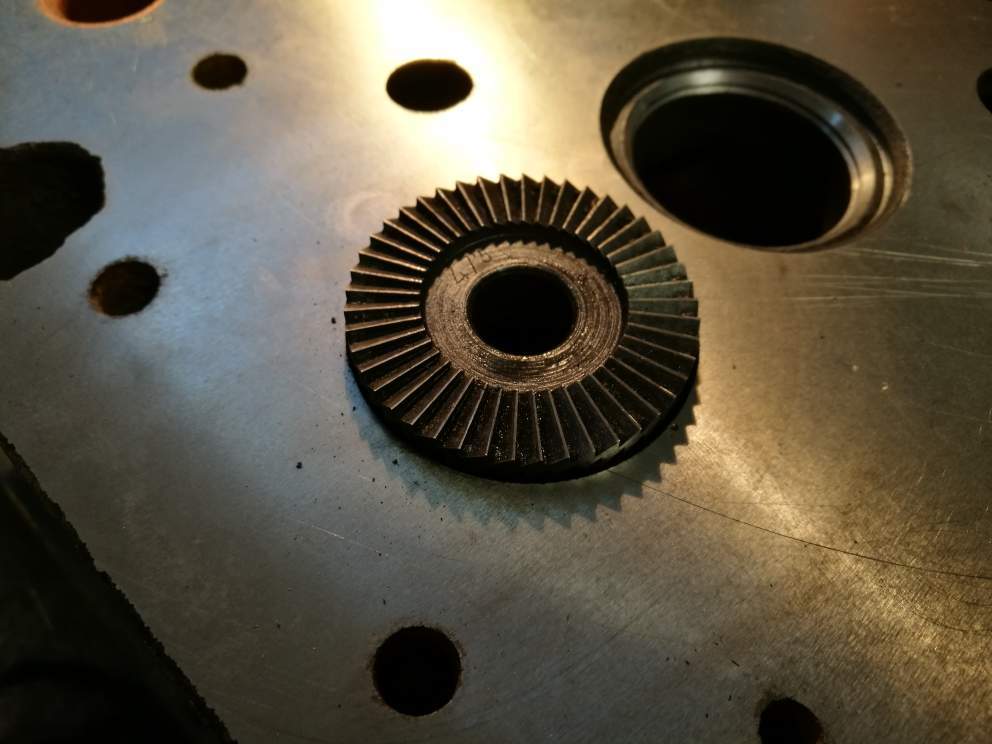
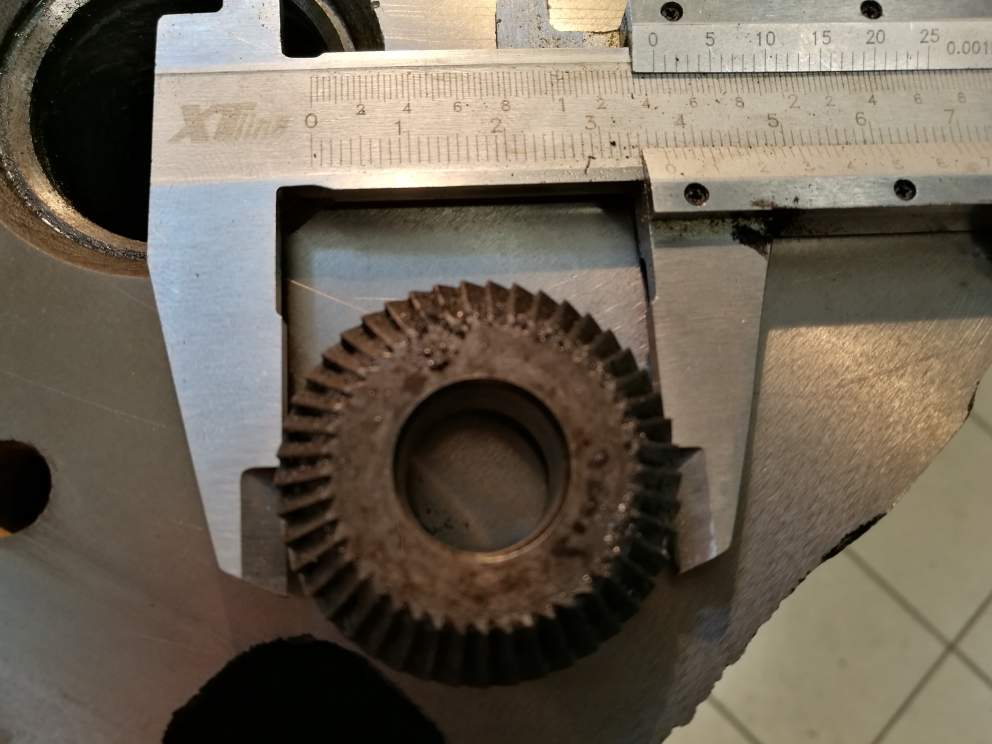
Zároveň je pri tejto úprave užitočné otočiť ozubené koleso do inej polohy, aby zaberali nové zuby do šneku. Činných je 14 zubov. Stačí posunúť koleso o tento počet zubov, prípadne otočiť koleso o 180°.
Hriadeľ kolesa riadenia a excentrické púzdro je možné opraviť nanesením chrómu na hriadeľ a obrúsením na rozmer púzdra, alebo, ako navrhuje Bronťo: Do excentra urobiť z oboch strán osadenia a nalisovať do nich bronzové púzdra, pričom hriadeľ sa taktiež obrúsi na odstránenie ovality. (pozor na hrúbku cementačnej vrstvy max 0.5 mm)
Týmto spôsobom sa vymedzia vôle v riadení a zároveň použitím ložísk sa uľahčí točenie volantom.
Pri vymedzovaní vôle excentrom, je potrebné nechať v ozubení malú vôľu, aby sa šnek zbytočne nezadieral do kolesa.
Po celkovom repase riadenia mi vyšla takáto celková vôľa na volante:
Skrutky na uchytenie predných kolies na naboj : M14 x 1.5, dlzka je ale 60 mm, co je trochu viac ako original.
Nazov dielu je FB01471, vyrobca FEBI. Da sa objednat cez eshopy predajcov ND na auta ( autokelly a pod )
Urobil som sťahovák na volant, nepáčilo sa mi kladivovanie a páčenie.
Vyvŕtal som dve slepé diery do hĺbky asi 10 mm a narezal 2x M6 zavit do volantového stredu, kolmo na diery pre kontakt klaksónu, rozteč vyšla 34 mm.
Pozor na hĺbku vŕtania, hruška sa smerom dole zužuje.
Do pásoviny 30x10 mm som narezal závit M8 v strede medzi otvormi pre M6 skrutky podľa rozteče dier na hruške.
Volant krásne zišiel dole z kužeľa.
Myslím, že z obrázku je všetko jasné:
Na obrázku je ešte stredová matica volantu. Tá musí ísť samozrejme dolu predtým. :-)
Potreboval som uťahovacie momenty, tak som našiel v dielenskej príručke tieto hodnoty:
Matice hlavy: 140 - 150 Nm
Ojničné skrutky: 100 - 110 Nm (výmena skrutiek za nové po každej druhej GO, t.j. po 3600 hod)
Skrutky protizávaží na kľuke: 100 - 110 Nm (výmena skrutiek za nove po každej druhej GO, t.j. po 3600 hod)
Zámena pôvodných sitkových olejových filtračných vložiek za plnoprietokový filter v plechovej kartuši.
Zámena bola odskúšaná iba s plechovými nádobkami. Hliníkové a plastové hrubostenné (kartit, umakart) neboli odskúšané a pravdepodobne nebudú bez ďalších úprav pasovať. (Plastové sú pôvodom z palivového filtra na Super 50, takže ani nie sú určené na tlak oleja!)
Rozoberieme olejové filtre, uvoľníme obe nádobky a vyberieme filtračné vložky aj prítlačné pružiny. Nádobky dobre očistíme (už v nich nebude olej), tak isto vyčistíme držiak filtrov, hlavne predný.
Vyberieme z drážok aj pôvodné gumené tesnenie nádobiek.
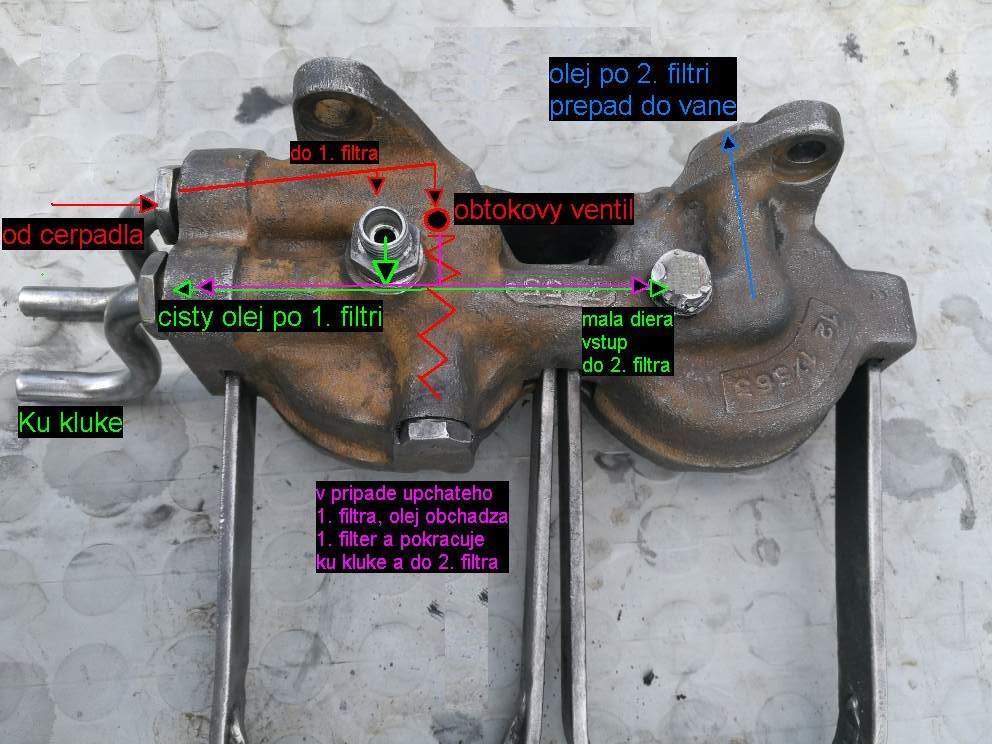
Odskrutkujeme hornú záslepku na držiaku filtrov. (pod ňou je vstupný otvor do obtokového filtra)
Plnoprietokový filter stačí jeden, takže musíme zablokovať prietok oleja do predného obtokového filtra.
Vstupný otvor, ktorý je pod záslepkou, má priemer 1,4 mm.
Zaslepíme ho skrutkou M2. Otvor treba prevŕtať na 1,6 mm a narezať závit M2 do telesa. Pri vŕtaní dbáme na to, aby sa triesky nedostali do olejového kanála. Použijeme tlakový vzduch počas vŕtania zhora, cez záslepku, alebo magnet. (Ideálne je držiak zdemontovať z traktora a potom, po úpravách, ho celý vyfúkať tlakovým vzduchom)
Tak isto je potrebné zaslepiť aj stredný otvor, pretože je spojený s blokom motora a dostáva sa tade olej do prázdnej prednej nádobky. Môžme zväčšiť pôvodný otvor D=8 mm na 9 mm ( ľahšie sa bude rezať závit) a narezať závit M10 (stačí pár závitov do hĺbky)
Otvory zaslepíme skrutkami M10 a M2, poistenými Loctite, alebo aspoň silikónom.
Vrátime naspäť hornú záslepku.
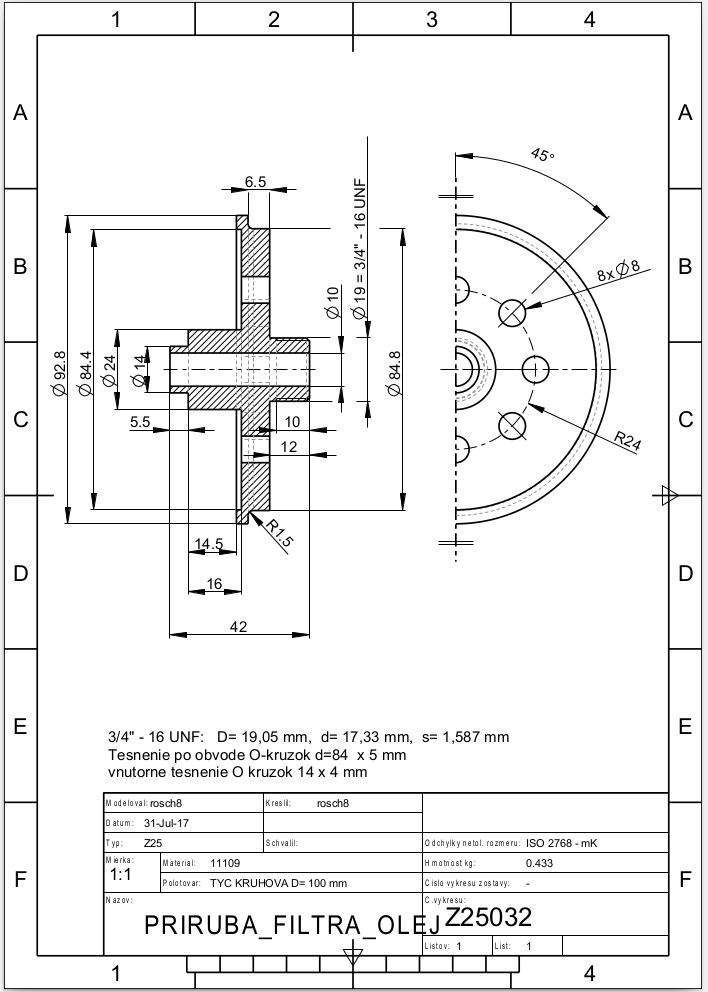
Vyrobíme z ocele na sústruhu prírubu filtračnej vložky podľa výkresu:
Do drážok držiaka filtrov založíme veľké O-kružky d=84 mm x 5 mm (vnútorný priemer x hrúbka)
Filtračnú vložku (kartušu) FILTRON OP 526 /1 (alebo ekvivalent) naskrutkujeme na vyrobenú prírubu:
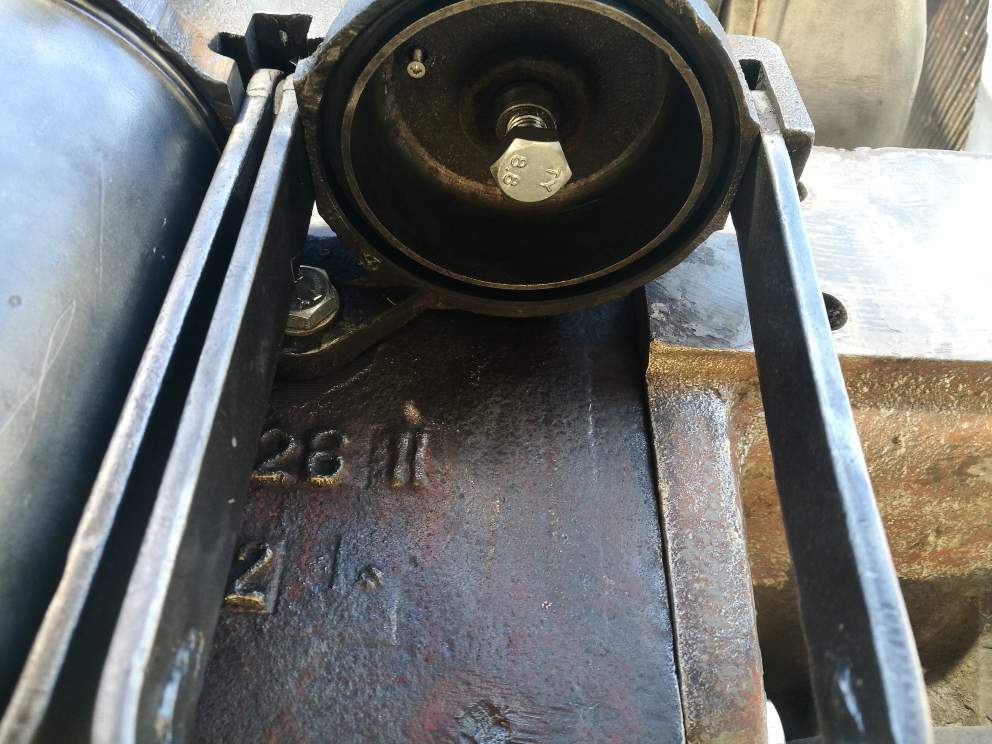
Nasadíme stredový O-kružok d= 14 mm x 4 mm a založíme celú zostavu na miesto zadného filtra, (bližšie pri olejovom čerpadle):
Prírubu pritlačíme do tesnenia v drážke nádobkou a dotiahneme spodnú prítlačnú skrutku, čím príruba dosadne na oba O-kružky. (preto je nutná výmena tesnenia v drážke)
Olej bude iba v kartuši, nádobka plní už len prítlačnú funkciu.
Prednú nádobku nasadíme na tesnenie v drážke a dotiahneme prítlačnú skrutku. Táto nádobka ostane prázdna a slúži iba ako atrapa.
Točením motora štartovacou pákou načerpáme olej do filtra a do všetkých kanálov, nech motor nebeží bez oleja. Môžme skontrolovať cez bočné veko, kde sú zdvihátka, či olej steká z hlavy motora.
Po naštartovaní, v prípade potreby, dostavíme tlak oleja na čerpadle.
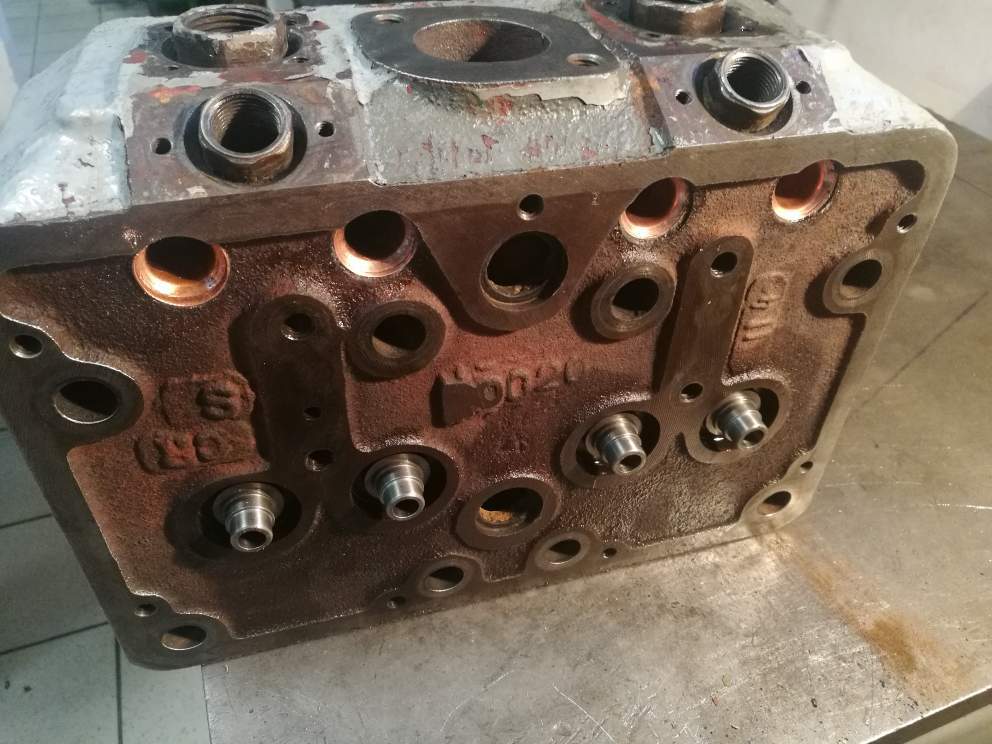
GO hlavy (neprasknutej)
Hlavu treba v prvom rade prebrúsiť a skontrolovať, ci nie je prasknutá.
Na hlave treba urobit:
1. vybrat žhaviče a vstrekovače
2. demontovat cely rozvod a demontovat vetily a pruziny a vylisovat stare voditka ventilov
3. prebrusit hlavu
4. odvrtat stare trubky pre zdvihatka a vsetky mrazové zátky.
5. demontovat bočné kryty z hlavy a krytky vloziek zhavicov a vstrekovacov. vybrat stare o kruzky spod tychto krytiek
6. očistit hlavu od karbonu a oleja (benzin, rezna emulzia) a odstranit zbytky vodneho kamena z vodneho priestoru.
7. osadit nove trubky a mrazove zatky a bocne kryty hlavy
8. osadit nove o kruzky a krytky okolo zhavicov a vstrekovacov ( v tomto bode mozme urobit tlakovu skusku vodneho priestoru)
9. nalisovat nove voditka
9. ofrezovat sedla pre ventily a zabrusit nove ventily a sedla brusnou pastou
10. zamontovat pruziny ventilov (v tomto bode mozme urobit skusku tesnosti ventilov na presakovanie nafty)
11. zamontovat komplet rozvody.
Hlavu obrusime co najmenej. Kontrolujeme vysku hlavy, nemala by klesnut pod 108,7 mm.
Hlavu skontrolujeme, najlepsie lupou. Trhliny sa zvyknu urobit medzi ventilmi a potom okolo vyvodu z komorky. Je tam tenka stena a hlava je v tom mieste dost tepelne namahana.
V pripade, ze mame hlavu dobru tak mozme urobit GO:
Demontujeme rozvody a ventily. Demontujeme bocne krytky hlavy a snimeme priruby zhavicov vstrekovacov.
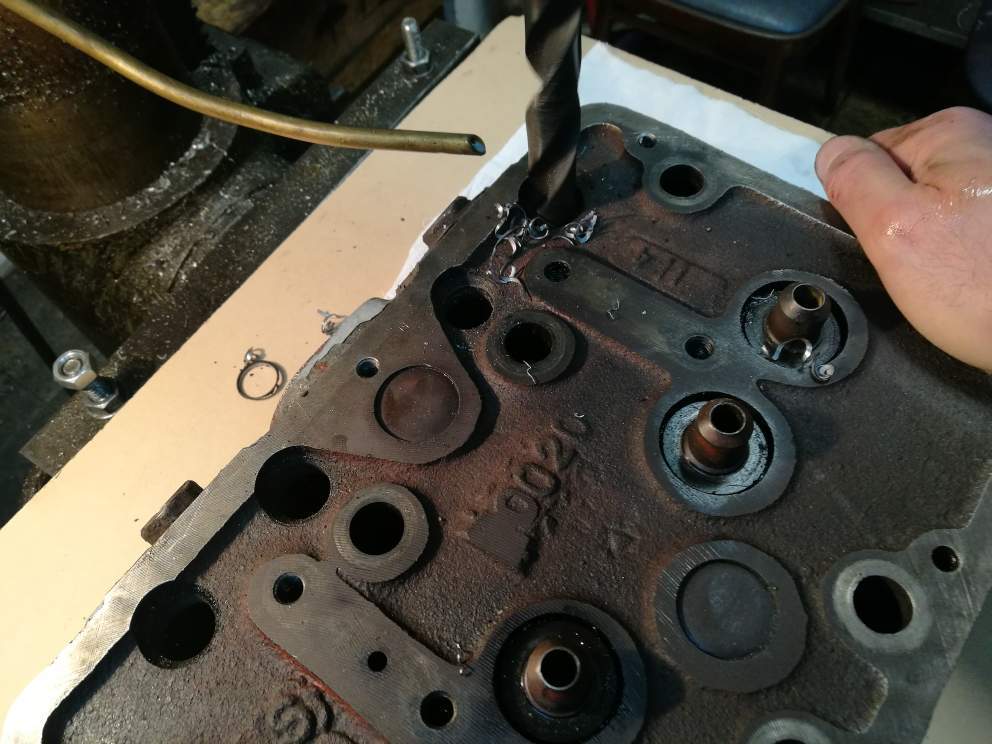
Odvrtame stare trubky pre zdvihatka. Trubky sa daju vydolovat von aj plochym srubovakom a kladivom, ale odvrtanie je ovela rychlejsia a lahsia operacia.
Vrtak som pouzil 19,5 mm. Trubka je D = 20 mm, takze ostane papierova stena a ta sa da lahko vybrat von kliestami s dlhymi celustami.
Vrtame celu trubku iba z jednej strany! Pri vrtani z oboch stran hrozi odtrhnutie strednej nedovrtanej casti trubky s hrubou stenou, a tu je potom velmi tazko dostat von z hlavy!
Vrtal som strojnym posuvom 0.1 mm/ot a otacky do 80/min.
okruzky treba vyberat ostrym srubovakom a zahlbenie vycisit az na kov od zbytkov gumy a hrdze. Hlavu ocisitme od zbytkov spon, kamena a ineho bordelu, stlacenym vzduchom, benzinom, vodou, a ich kombinaciou:
Odstranime karbon a kamen. Benzin, emulzia, oskrabat otvory pre mrazovky.
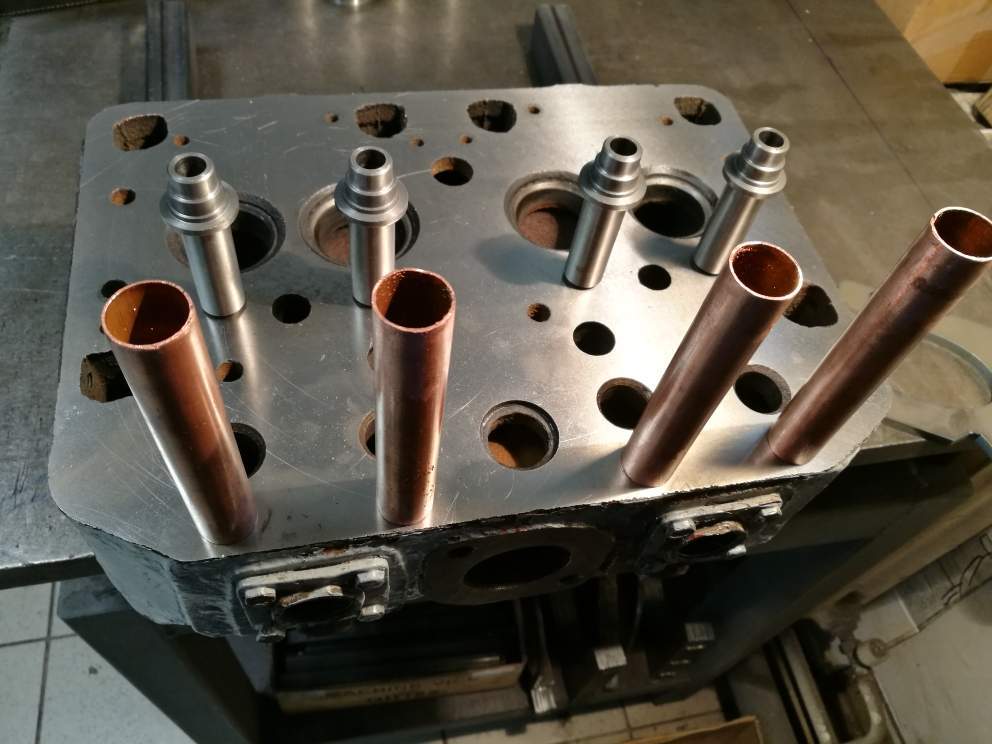
Pripravime si medene kurenarske trubky s vonkajsim priemerom 18 mm a hrubkou steny 1 mm. Narezeme najmenej 4 kusy dlzky okolo 140 mm (mozte 1 -2 ks naviac, kvoli zmetkom pri lisovani):
Pomocou pripravku na rozsirenie trubiek tieto roztiahneme na vonkajsi priemer 20 mm. Tato operacia je nutna z dovodu, ze cez povodnu trubku (diera 16 mm) sa nezmestia prstence zdvihacich tyciek. A zavoren budu trubky lepsie drzat v hlave v 20 mm dierach.
Ja som pouzil na prelisovanie stlpovu vrtacku. Sila na pretlacenie nie je velka. Da sa pouzit aj stolny pakovy lis. Vrtacka ma vyhodu, ze pripravok je dobre vedeny a neuhyba do bokov.
Natocil som aj video, ale jednou rukou som drzal telefon a druhou tlacil za paku, tak to video nie je najlepsie:
Pouzil som pripravok podla Jaro25 s miernymi upravami. Do zavitu M10 som dal kus zavitovej tyce dlhej asi 140 mm, ktoru som potom upinal do hlavicky vrtacky:
Po prelisovani, treba trubku stiahnut z pripravku.
Pouzil som na to kluc a kladivo:
najhorsi je posledny usek:
Mierne poskodenie konca trubky nevadi, celkova dlzka je s pridavkom, poskodene konce sa odrezu.
Trubky odrezeme na hotovo. Optimalna dlzka je 107 mm.
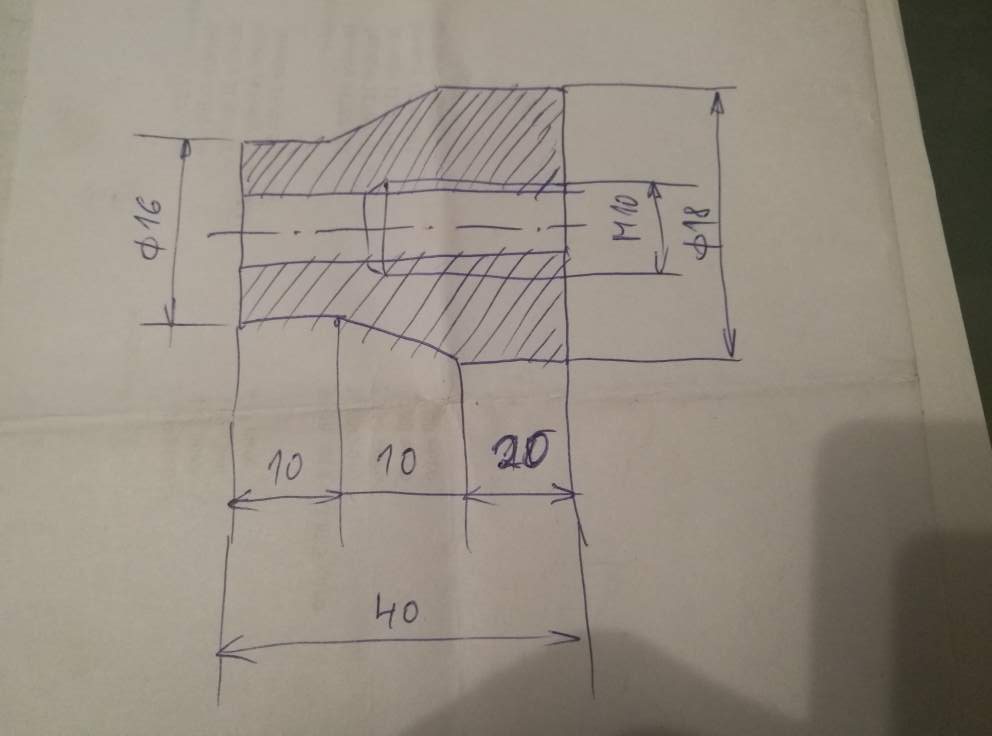
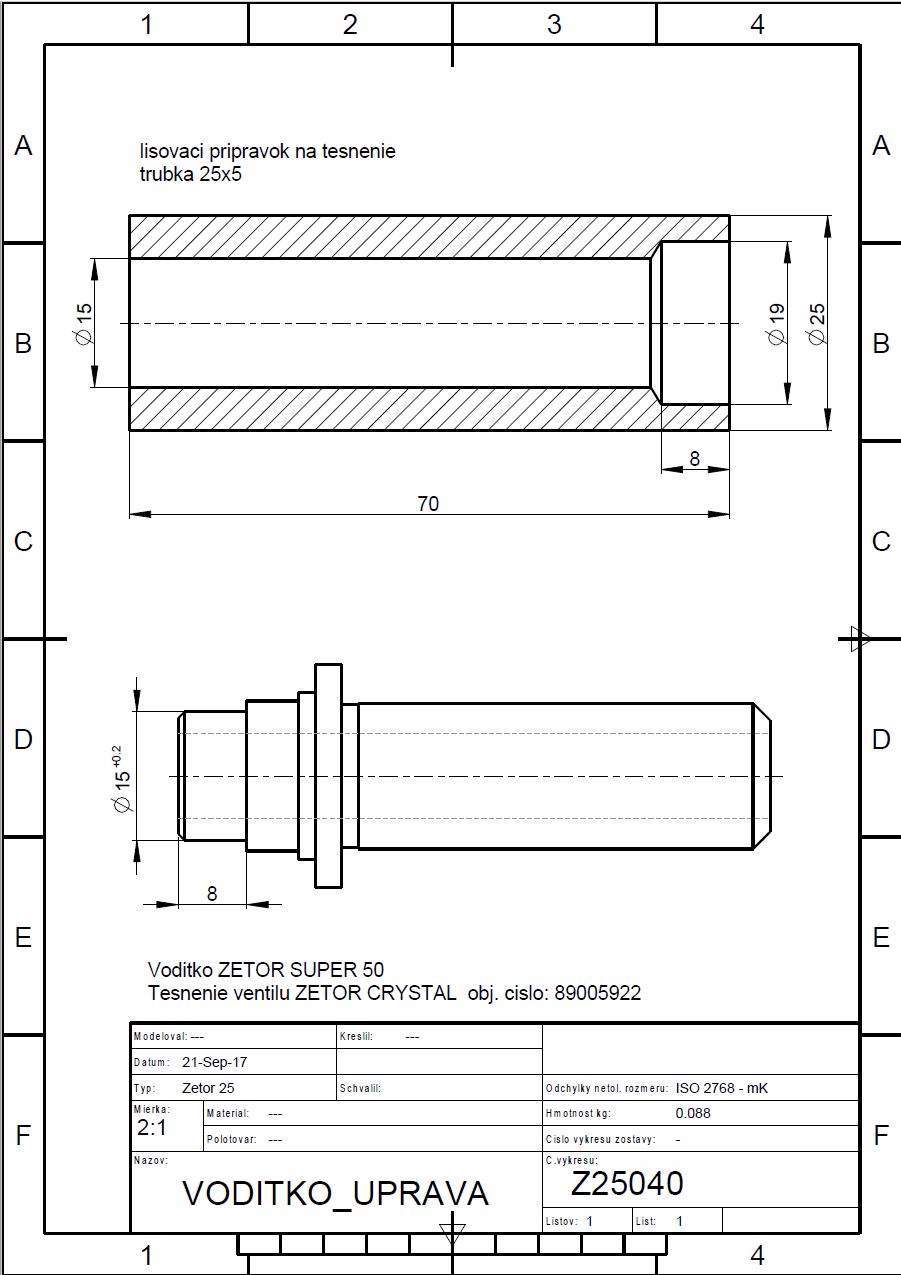
Voditka sa mozu upravit pre pouzitie simeringov pre ventily, ktore zabranuju prenikaniu oleja okolo zdvihatok do sania a do vyfuku.
Tu je vykres upravy zdvihatok. Osustruzi sa osadenie dlzky 8 mm a priemeru 15 mm:
Zaroven je dobre vyrobit pripravok na lisovanie simeringov. Rozmery pripravku su na vykrese.
Trubky a zdvihatka pripravene na lisovanie:
Konce trubiek je dobre poistit LOCTITE, alebo silikonom.
Na rozlisovanie koncov trubiek pouzivam pripravok podla Jaro25: http://www.nasetraktory.eu/forum/viewto ... 18#p556718
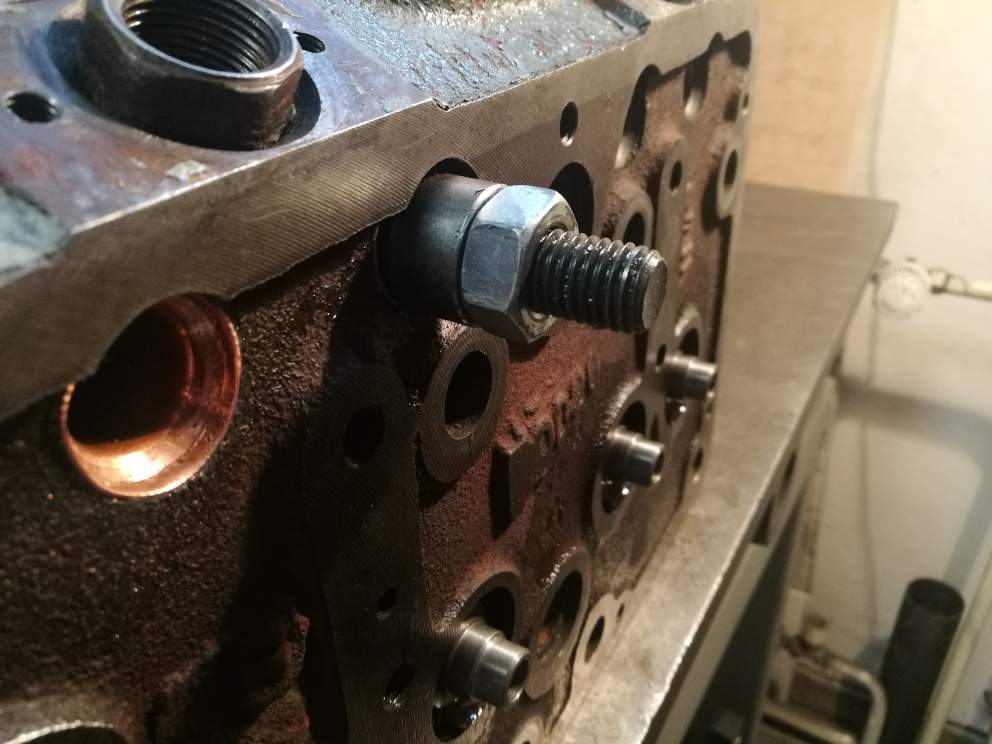
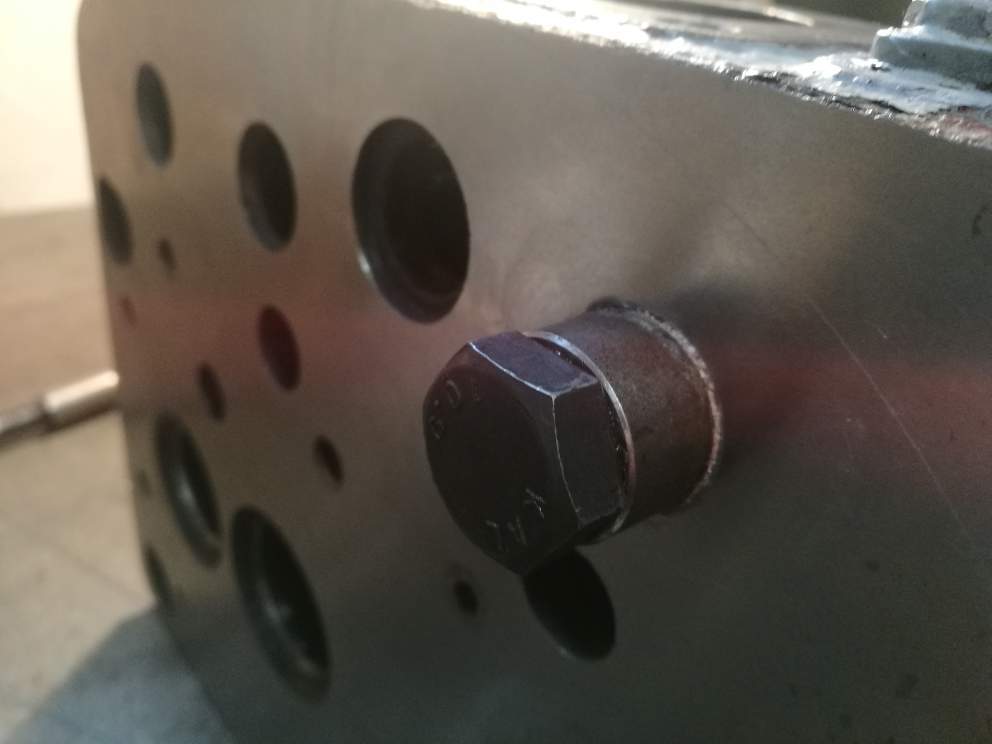
Moja verzia je so skrutkou M14 pevnosti 10K, matica je tak isto pevnostna 10K:
Zalisovane:
Mrazove zatky (celkove 3 ks)bud na silikon, alebo na Loctite. Priemer zatok je 30 mm a pasuju z UR1:
Na rade su ventily:
Pouzivame 45° frezky na sedla ventilov:
Saci ventil:
zarovname sedlo frezkou 47.5 mm zo sady:
Ked mame sedlo zarovnane, frezku otocime a zarovname celnu plosku sacieho ventilu, aby vznikla ostra hrana medzi plochami:
Frezkou 40 mm zacistime vnutornu hranu sedla sacieho ventilu:
Vyfukovy ventil. Postup je rovnaky, najprv cinna plocha (az kym nie je hladka): frezka 42.5 mm zo sady:
Otocime frezku 42.5 mm a rovnym celom zarovname spodnu plochu sedla vyfukoveho ventilu.
Vnutornu plochu vyfukoveho ventilu som zarovnal frezkou 36.5 mm, ktoru som obrusil na bruske na gulato na tento rozmer, lebo v sade taka nie je. Frezka zo sady s rozmerom 37.5 mm je uz velka a sedlo nema potom potrebne rozmery.
Ventily si poznacime a postupne zabrusujeme pomocou strednej a jemnej pasty. (hrubu som nepouzival, mala prilis velke zrno).
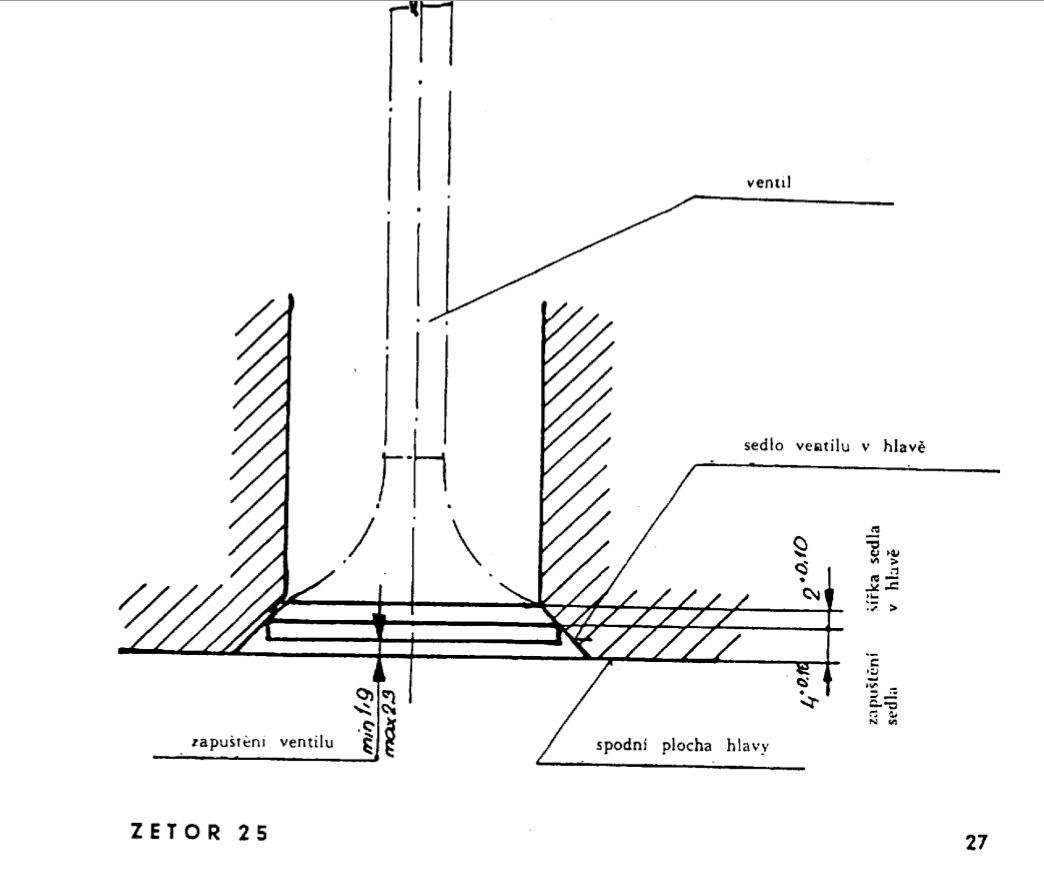
Sedlo by malo byt opisane na fazetke ventilu v strede fazetky, sirka sedla na fazete ventilu by mala byt okolo 3 mm:
Ventily su miene utopene pod urovnou hlavy priblizne 1,9 az 2.3 mm:
Mozme vykonat skusku tesnosti ventilov naftou.
Okruzky, pre zhavice su 24x33 mm (stena 4.5 mm) a pre vstrekovace 30 x 39 mm (stena 4.5 mm)
O kruzky vloziek zhavicov a vstrekovacov osadime do silikonoveho lozka:
A dotlacime prirubou:
Priruba sa pri tom prehne, ale skrutky treba dotiahnut az na doraz:
Mozu sa namontovat aj simeringy na ventily:
Hlavu dokompletujeme boznymi krytkami a mozme urobit skusku tesnosti vodneho priestoru, tlak staci 1bar.
Tym by mala byt hlava hotova.
tesnenie davame klingeritoveho typu, makke, lepsie sadne hlava, nez na oplechovane medenym plechom.
Hlavu dotahujeme momentovym klucom postupne. Teda nie jednu maticu na plny moment a potom dalsiu. Ale postupne. Nastavime kluc na 70 Nm a dotiehneme vsetky matice, potom postupne dvihame moment a vzdy dotiahneme vsetky matice jednym momentom a tak postupne az dosiahneme 150 Nm, co je finalna hodonota dotiahnutia hlavy.
Po odjazdeni zopar hodin, skontrolujeme dotiahnutie hlavy a nastavime ventily. Obycajne staci este 2 x dotiahnut hlavu momentovym kluco, potom si uz sadne tesnenie a drzi.
Ventily sa nastavuju za studena, saci 0.15 mm a vyfukovy 0.2 mm.
Tento navod vznikol zozbieranim informacii a skusenosti z oprav hlav viacerych clenov fora.
Zosumarizoval som informacie ohladne nahrady originalnych zhavicov zhavicmi AVIA.
Schema zapojenia:
Zhavice sa zapajaju priamo na palubne napatie, ktore je na svorke 17 spinaca zhavenia pritomne v polohe 1 (zhavenie), aj polohe 2 (pocas startovania).
Vnutri zhavica je druhy koniec ohrievacieho telesa spojeny s kostrou, takze do kazdeho zhavica sa privedie iba plne kladne napatie jednym spolocnym vodicom. (zeleny vodic na scheme)
Zapojenie vidno tu (cerveny vodic prierez 1,5 mm2):
Nepouzije sa povodna kontrolka zhavenia, ani spirala v sacom potrubi. Tieto zhavice su vykonnejsie a traktor startuje dobre aj za silnych mrazov.
Ako kontrolku som pouzil obycajnu palubnu ziarovku 12V 2W, ktoru som upevnil priamo v povodnom telese kontrolky zhavenia. Jej uloha je uz len ukazat ci je obvod so zhavicmi zopnuty. Takze je potrebne zhavit na cas, lebo ziarovka svieti hned naplno a neindikuje svitom stav rozzeravenia zhavicov. Bezne staci zhavit do 10 sekund, pri nizsich teplotach 15-20 sekund, pri silnych mrazoch 30-50 sekund.
Zhavice su pouzite z AVIA:
rozmery:
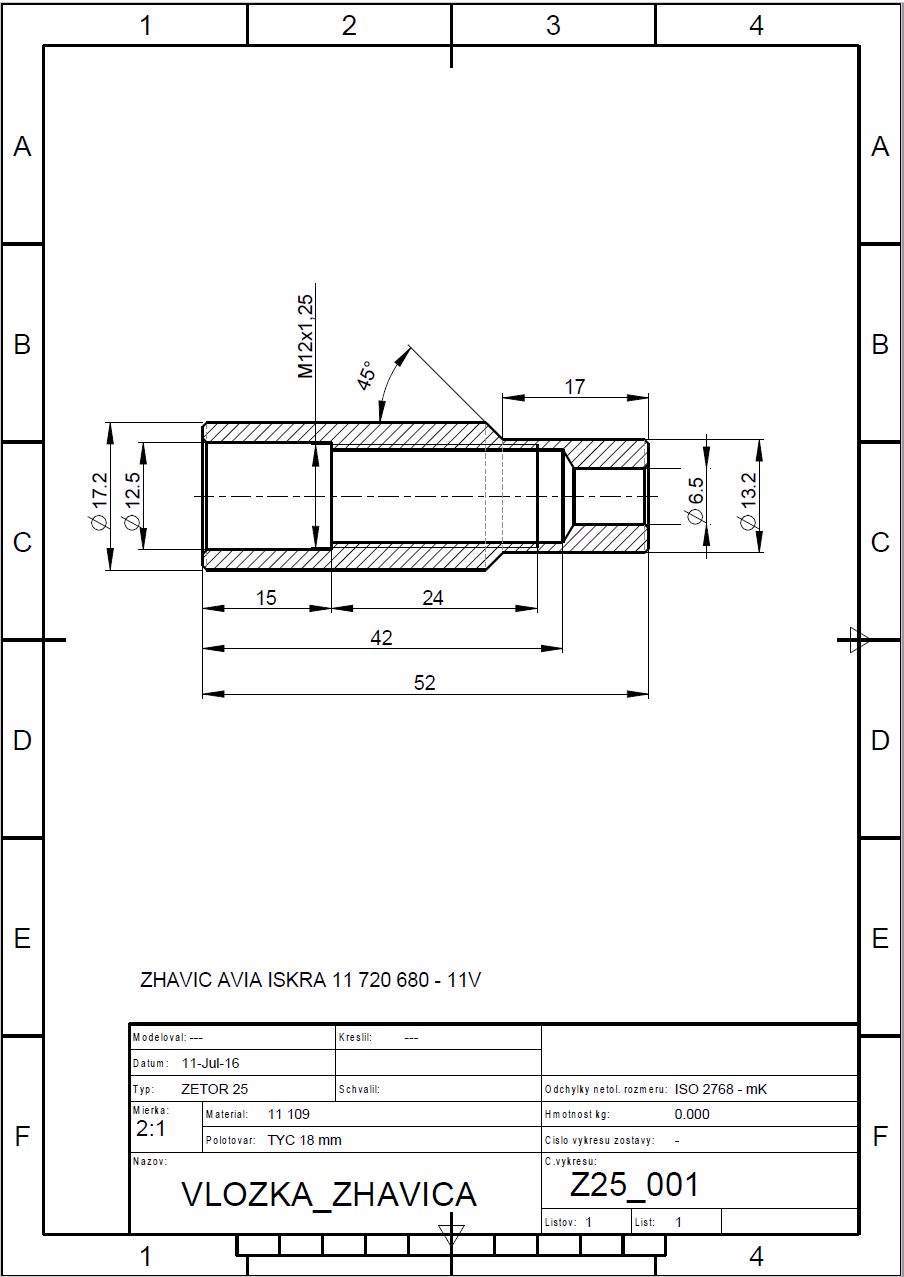
Pre ich mechanicke osadenie do povodnych vloziek hlavy sa musi pouzit vlozka:
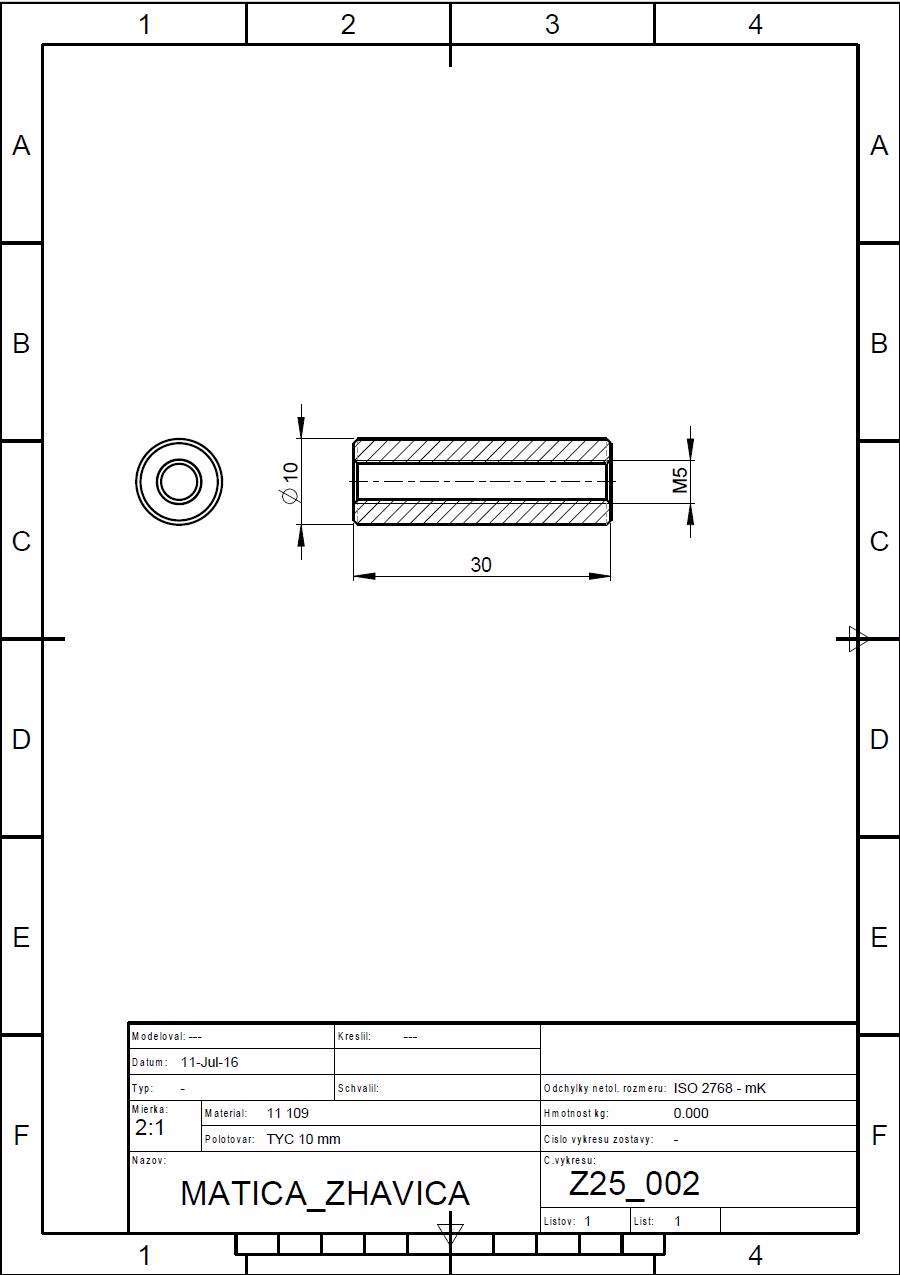
Kedze kontakt na zhavici je utopeny v hlave, tak sa musi predlzit maticou zhavica:
U tychto zhavicov nehrozi odpadnutie konca spiraly do spalovacieho priestoru, pretoze na konci je spirala uzavreta v puzdre z ocele.
EDIT:
Žhaviče na proximu jsou delší než avia a není nutné dělat ty prodlužovací matice. Jedná se o typ svíček ISKRA AET 11721687A-11V. Tyto svíčky jsou stejně dlouhé jako svíčky typu AVIA s prodlužovací maticí.
Povodnym autorom myslienky nahrady zhavicov je Bronto.[/quote]
Vymedzovacie podložky do prevodovky Zetor 25 prvý aj druhý variant treba len vybrať tú správnu podľa typu ložiska jedna sa tam len o jeden typ podložky na hruške
Pro ty, co bádají nad přípravkem pro měření úhlu předvstřiku... do mobilu se nainstaluje vodováha, nakalibruje se na jakkoli křivě stojícím traktoru do roviny a už se měří. Jen bacha, aby mobil nespadl do oleje